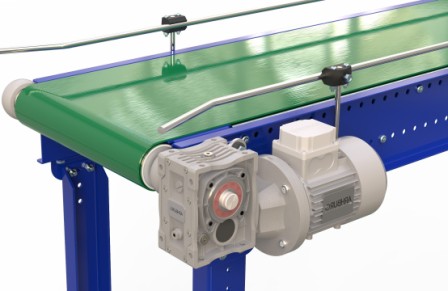
皮帶
輸送機是輸送設備常用的歷史最久最廣泛的設備之一,皮帶輸送機的配件很多,配件的精度直接影響著輸送機的運行穩定;今天我們討論一下輸送機滾筒的性能加工工藝;
皮帶輸送機在初期運行中膠帶經常出現跑偏現象屬于正常現象,但在使用穩定后如果還跑偏,滾筒的制作和安裝是導致出現這一情況的因素之一,所以滾筒必須采用合理的加工制作工藝,使滾筒同心度一致,左右對稱,受力均勻,可以糾正膠帶跑偏。
皮帶輸送機的工作原理是通過輸送帶和輥筒之間的摩擦來操作。因此,可以看出,傳動滾筒在皮帶輸送機的操作中起著重要作用,因此合理的滾筒加工過程非常重要。
1 輥筒的分類
輥筒一般分為主傳動輥筒和改向輥筒兩種。主傳動輥筒是動力傳動的主要部分,有表面掛膠和表面滾花,改向輥筒用于改變輸送帶的輸送方向,糾正輸送帶的中心方向;
輸送帶運行跑偏的兩個原因:
根據多年設計使用經驗,主要體現在以下幾點:
(1)滾筒中心線與皮帶中心線不垂直;
(2)輥筒的直徑與軸不在一個中心點。
在使用過程中,現場人員可以根據第一種偏差調節滾筒的中心線,使滾筒的中心線與輸送機的中心線一致;在確保輥筒加工完好的情況下,第二個原因,輥筒上殘留物影響皮帶正常運行,要及時清掃輥筒表面附著物,必要時安裝清掃器;
3輥筒的加工制作工藝
目前
輥筒的加工工藝有3種,一種使用無縫鋼管,一種是螺旋管,另一種是焊接管,從節約成本上來說,大部分使用焊接管比較多,焊接輥筒由鋼板、和軸組成。驅動鼓有兩種形式:脹套連接和鍵連接,鍵連接用于改變方向鼓。
主要加工方式直徑大于320毫米的由不同厚度的鋼板通過卷圓機機卷成近似圓形。鋼板兩端用焊條牢固地連接在一起,然后用滾輪壓機滾動,使氣缸圓為圓形。
膨脹縫加工過程如下:腹板為鑄件,上車床的外徑和倒角,腹板和筒體與焊條牢固連接,使上蹦床左右對稱已完成。然后,上部車床抵靠腹板腹板的內徑放置以滿足尺寸要求,下部車床由組裝者組裝以組裝膨脹套筒,軸和圓筒。
關鍵連接加工工藝如下:寬板為鑄件,精加工機床在車床上粗車后達到尺寸要求;軸和鍵分別加工成成品,寬板用鍵整體安裝在軸上,軸和寬板整體為與筒體蒙皮焊接在一起,實現左右對稱。車床上的筒體外皮夾持一頂,以滿足尺寸要求,筒體加工完成。
我公司在
輥道輸送機領域有多年的加工經驗,皮帶輸送機跑偏不但與配件加工有很大關系,
所以加工過程中要保持輥筒的厚度均勻,機加工中心定位良好,左右對稱,傳動力均勻,是加工的基本要素,另外皮帶輸送機使用者保養也要按時進行,下一章我們重點敘述輸送機的保養事項;
本文網址:
http://m.dsgrc.com/industry/168.html  156 157 26812
156 157 26812